今日は、昨日お客様お立会いの下で製作させていただきましたプレスブレーキによる折り曲げ加工品を紹介します。
お客様には、製品の用途の詳細を伏せての公開許可をいただきました。
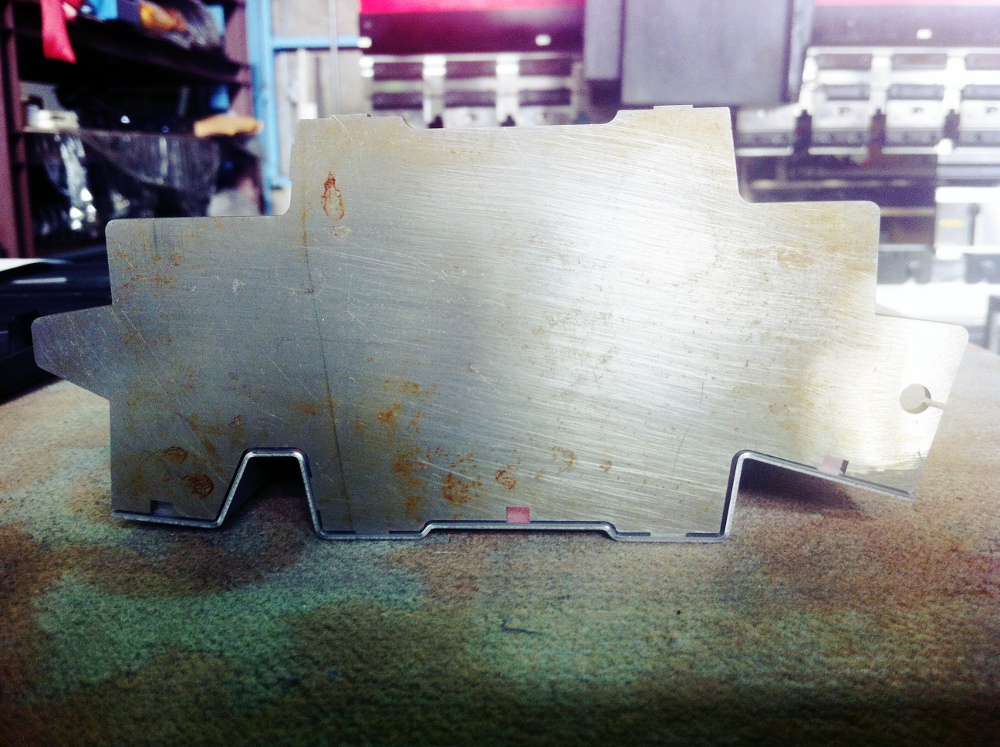
板厚1.0tの鋼板を支給していただき、加工しました。
まず、お客様から頂いた断面形状図を基に、鋼板の引っ張り強度を加味した板の伸びを考慮して、展開寸法を計算します。
その展開寸法になるよう、支給いただいた母材をシャーリングマシンで切断します。
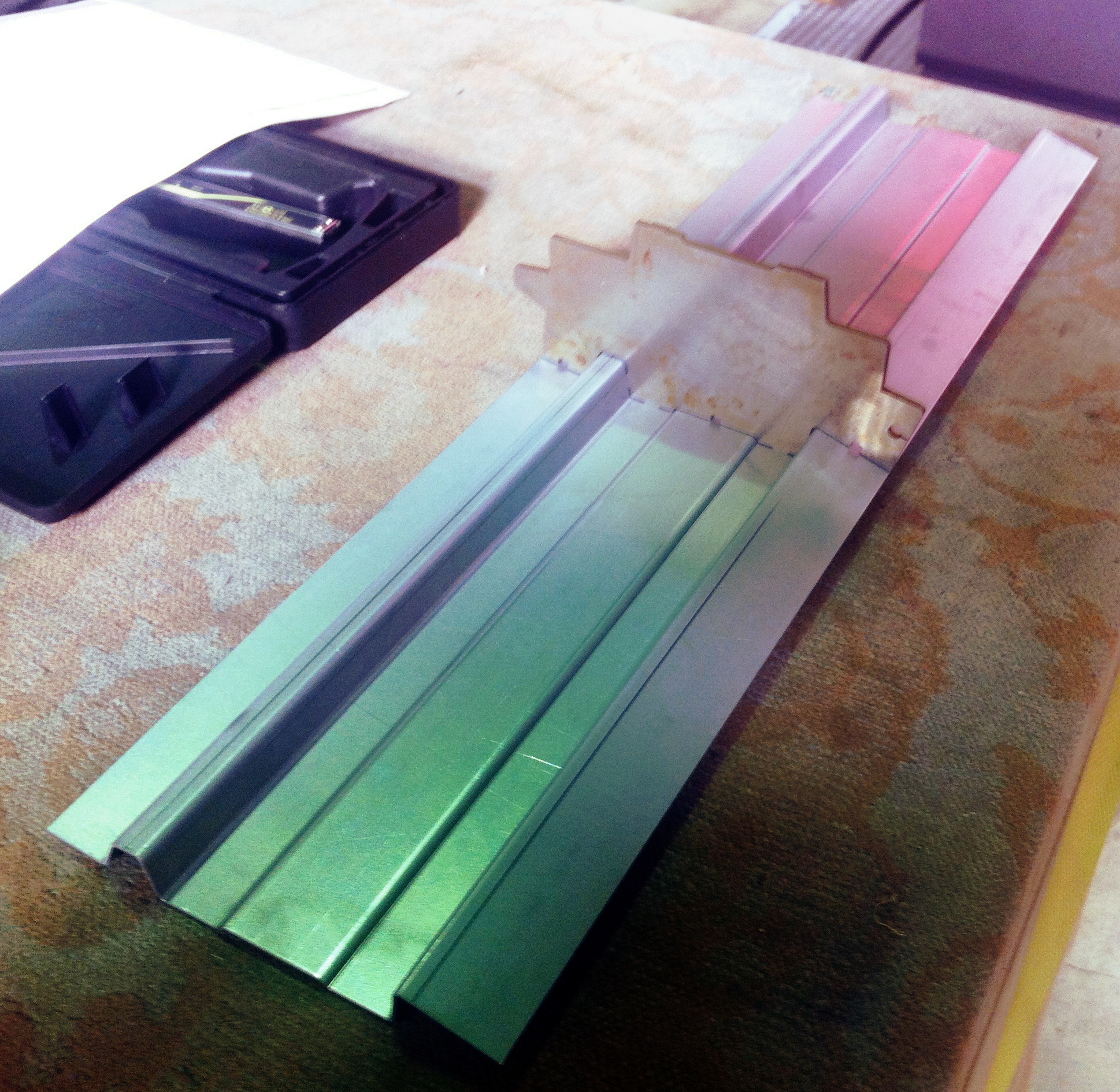
今回の曲げ形状は、こんな感じです。
より精度を高く曲げられる折り曲げ順序を考えます。
今回は、なるべく金型の段取り換え回数が少なくなるよう、手持ちの金型に追加工してもらい、2台のプレスブレーキを使用して加工しました。

1台目のプレスブレーキで段曲げ2回をまず行い、そのあと別のプレスブレーキで、6回曲げ加工をすることにしました。
段曲げについては、昨日の
段曲げ加工についてのブログをご覧ください。
折り曲げ角度は、段曲げ以外はすべて、きりの悪い角度です。
鈍角曲げ5箇所、鋭角曲げ1箇所。
細かい角度を容易に計測できるデジタルプロトラクターを用いて、角度だしをしました。

折り曲げ時、台ホルダーや機械フレームにワークが干渉しないよう、高ハイト(高さ150ミリ)の1V専用の台ホルダーをプレスブレーキに取り付けました。

折り曲げ終わったものを、お客様が、専用の検査治具を用いて、1本ずつ検査されました。
お客様と相談しながら、少しずつ補正を加え、数回トライ後、お客様の求められる精度が出せました。
「会社に帰って、みんなに見せたら、きっと驚くよ!」とおっしゃってくださり、お客様にはご満足いただけたようです。
今回は長さ500ミリのものを製作しましたが、連休明けには、長さ2000ミリでトライする予定です。
丹羽シートメタルにお気軽にご相談ください!